 Корзина
Корзина Обратный звонок
Обратный звонок Подписаться на рассылку
Подписаться на рассылку
Электрод 450 мм MP-3C 4 мм пачка 3 кг









Арт: 11-0952
1 626.36 руб.
39 шт.Наличие:
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100
Описание
МР-3С Рутил-целлюлозные электроды ∅ 4 мм для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности.
Покрытие: рутиловое целлюлозное, коэффициент наплавки 8,5г/А.ч
Расход электродов на 1 кг наплавленного металла: 1,7 кг
Типичный химический состав наплавленного металла: С - 0,08 %; Mn - 0,5 %; Si - 0,11 %; S - 0,025 %; P - 0,035 %
Типичные механические свойства металла шва:
Временное сопротивление: 480 МПа
Предел текучести: 370 МПА
Относительное удлинение: 22 %
Ударная вязкость: 130 Дж/см
Швы Вертикальные Нижние Потолочные
Режим тока: 140-180А 160-220А 140-180А
Особые свойства:
Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток.
Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрезнений металла.
Преимущества электродов
Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток;
Легкое воспламенение дуги; шов получается ровный, без стыков;
Нет ярко выраженных переходных зон между металлом детали и шва;
Разбрызгивание металла минимальное;
Шлаковая корка хорошо отделяется от шва;
Отличное повторное зажигание;
Высокая производительность проводимых работ;
Обмазка не сыпется при сгибании электродов дугой;
Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла;
Допускается сварка удлиненной дугой;
Работа с плохо очищенными от загрязнений и окислов поверхностями;
Работа с ржавыми поверхностями.
Преимущества в режиме сварки:
При работе в режиме сварки переменным током - дуга стабильна, как при постоянном токе;
Самый низкий процент разбрызгивания при сварке. По этому показателю электроды с рутилом приближаются к сварке в среде инертных газов;
Электродами легко варить без специального образования, имея только навыки работы с электродами;
Соединение прочное, с высокими техническими характеристиками;
Прокалка перед сваркой: 140 °С в течение 1 часа;
Можно производить сварочные работы на мокрой поверхности, практически без потери свойства шва;
Возможна сварка металлов, покрытых грунтовкой малой толщины;
Повышение щелочности шлака, что способствует улучшению ударной вязкости шва;
Практически отсутствуют так называемые горячие трещины;
Швы, сваренные рутилом — обладают высоким усталостной прочностью;
При кратковременном увеличении длины дуги, качество шва не меняется;
Рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака.
Покрытие: рутиловое целлюлозное, коэффициент наплавки 8,5г/А.ч
Расход электродов на 1 кг наплавленного металла: 1,7 кг
Типичный химический состав наплавленного металла: С - 0,08 %; Mn - 0,5 %; Si - 0,11 %; S - 0,025 %; P - 0,035 %
Типичные механические свойства металла шва:
Временное сопротивление: 480 МПа
Предел текучести: 370 МПА
Относительное удлинение: 22 %
Ударная вязкость: 130 Дж/см
Швы Вертикальные Нижние Потолочные
Режим тока: 140-180А 160-220А 140-180А
Особые свойства:
Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток.
Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрезнений металла.
Преимущества электродов
Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток;
Легкое воспламенение дуги; шов получается ровный, без стыков;
Нет ярко выраженных переходных зон между металлом детали и шва;
Разбрызгивание металла минимальное;
Шлаковая корка хорошо отделяется от шва;
Отличное повторное зажигание;
Высокая производительность проводимых работ;
Обмазка не сыпется при сгибании электродов дугой;
Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла;
Допускается сварка удлиненной дугой;
Работа с плохо очищенными от загрязнений и окислов поверхностями;
Работа с ржавыми поверхностями.
Преимущества в режиме сварки:
При работе в режиме сварки переменным током - дуга стабильна, как при постоянном токе;
Самый низкий процент разбрызгивания при сварке. По этому показателю электроды с рутилом приближаются к сварке в среде инертных газов;
Электродами легко варить без специального образования, имея только навыки работы с электродами;
Соединение прочное, с высокими техническими характеристиками;
Прокалка перед сваркой: 140 °С в течение 1 часа;
Можно производить сварочные работы на мокрой поверхности, практически без потери свойства шва;
Возможна сварка металлов, покрытых грунтовкой малой толщины;
Повышение щелочности шлака, что способствует улучшению ударной вязкости шва;
Практически отсутствуют так называемые горячие трещины;
Швы, сваренные рутилом — обладают высоким усталостной прочностью;
При кратковременном увеличении длины дуги, качество шва не меняется;
Рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака.
Технические характеристики
Серия
Электрод
Применение
Сварка
Температура эксплуатации
-10...40 °C
Ширина изделия
0.4 см
Высота изделия
0.4 см
Длина изделия
45 см
Тип тока
AC/DC (перемен./постоян.)
Диаметр
4 мм
Тип сварки
Дуговая
Режим тока
140...220 А
Предел текучести, МПА
480
Относительное удлинение
25 %
Вес упаковки
1 кг
Расход электродов на 1 кг направленного металла
1.7 кг
Вид покрытия электрода
Рутил-целлюлоза (RC)
Вес
3.071 кг
Технические характеристики ETIM
Диаметр
4 мм
Длина
450 мм
Тип тока
AC/DC (перемен./постоян.)
Вы смотрели ранее
12-0121-4
PROconnect
9 857 шт.Наличие:
| 307.46 ₽ |
Ед. измерения: шт
В упаковке: 1
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100




Арт: 12-0121-4
Товар добавлен к сравнению
ПерейтиПаяльник серия Classic мощностью 25Вт PROconnect предназначен для ручного монтажа/демонтажа электронных компонентов и других мелких деталей.
Подходит как для любительского, так и для профессионального использования. Долговечное жало паяльника состоит из медьсодержащего сердечника, покрытого слоем хрома. В случае необходимости его можно легко и быстро заменить (сменное жало в комплект не входит). Паяльник оснащен эргономичной, ударопрочной и термостойкой рукояткой, которая сделает работу с инструментом легкой и приятной.
307.46 ₽
9 857 шт.Наличие:
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100
Паяльник серия Classic мощностью 25Вт PROconnect предназначен для ручного монтажа/демонтажа электронных компонентов и других мелких деталей. Подходит как для любительского, так и для профессионального использования. Долговечное жало паяльника состоит из медьсодержащего сердечника, покрытого слоем хрома. В случае необходимости его можно легко и быстро заменить (сменное жало в комплект не входит).
Паяльник оснащен эргономичной, ударопрочной и термостойкой рукояткой, которая сделает работу с инструментом легкой и приятной.
Паяльник оснащен эргономичной, ударопрочной и термостойкой рукояткой, которая сделает работу с инструментом легкой и приятной.
89 шт.Наличие:
| 9074.07 ₽ |
Ед. измерения: шт
В упаковке: 1
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100





Арт: 12-3057
Товар добавлен к сравнению
ПерейтиКримпер HT-2517 предназначен для обжима силовых наконечников и гильз сечением 16–120 мм².
Корпус кримпера изготовлен из высокопрочной закаленной инструментальной стали, благодаря чему устойчив к механическим воздействиям и имеет продолжительный срок службы. Встроенные шестигранные матрицы револьверного типа можно быстро настроить на нужный размер: 16, 25, 35, 50, 70, 120 мм². Конструкция, выполненная по принципу "двойной рычаг", позволяет прикладывать меньше усилий для обжима. Однокомпонентные защитные рукоятки выполнены из плотного нескользящего синтетического материала, который делает работу с инструментом легкой и приятной.
9074.07 ₽
89 шт.Наличие:
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100
Кримпер HT-2517 предназначен для обжима силовых наконечников и гильз сечением 16–120 мм².
Корпус кримпера изготовлен из высокопрочной закаленной инструментальной стали, благодаря чему устойчив к механическим воздействиям и имеет продолжительный срок службы. Встроенные шестигранные матрицы револьверного типа можно быстро настроить на нужный размер: 16, 25, 35, 50, 70, 120 мм². Конструкция, выполненная по принципу "двойной рычаг", позволяет прикладывать меньше усилий для обжима. Однокомпонентные защитные рукоятки выполнены из плотного нескользящего синтетического материала, который делает работу с инструментом легкой и приятной.
Корпус кримпера изготовлен из высокопрочной закаленной инструментальной стали, благодаря чему устойчив к механическим воздействиям и имеет продолжительный срок службы. Встроенные шестигранные матрицы револьверного типа можно быстро настроить на нужный размер: 16, 25, 35, 50, 70, 120 мм². Конструкция, выполненная по принципу "двойной рычаг", позволяет прикладывать меньше усилий для обжима. Однокомпонентные защитные рукоятки выполнены из плотного нескользящего синтетического материала, который делает работу с инструментом легкой и приятной.
08-0031
Rexant
4 100 шт.Наличие:
| 4.00 ₽ |
Ед. измерения: шт
В упаковке: 100
10020030040050060070080090010001100120013001400150016001700180019002000210022002300240025002600270028002900300031003200330034003500360037003800390040004100


Арт: 08-0031
Товар добавлен к сравнению
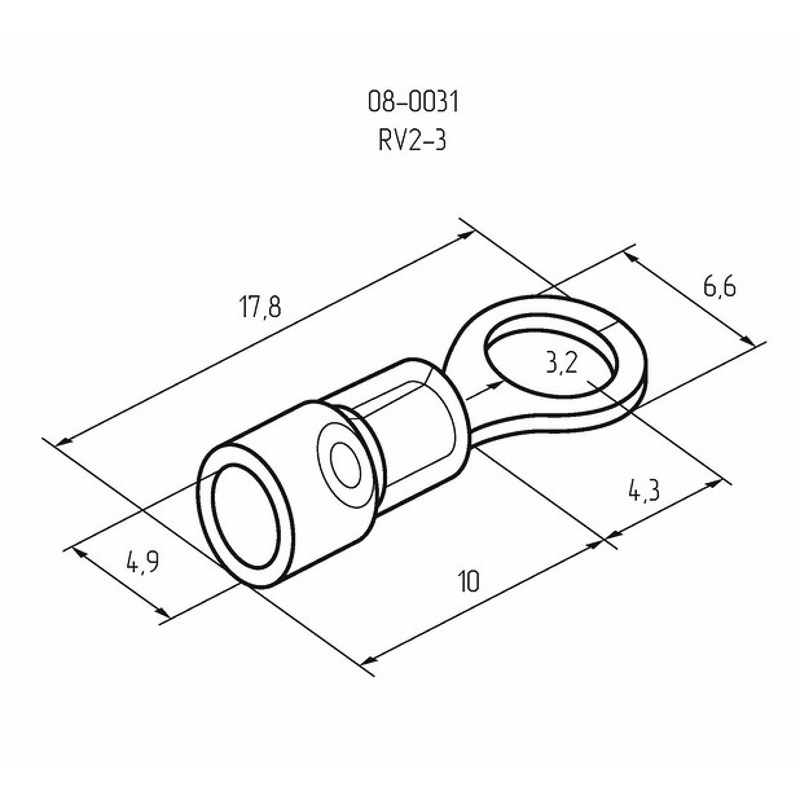
ПерейтиКольцевой изолированный наконечник предназначен для подключения электрооборудования.
Подключение осуществляется через контактное соединение на основе винтовой фиксации. Наконечник используется для оконцевания многожильных медных проводов при монтаже мобильных электрических контактных соединений на подвижном составе или в других местах, где важна надежность соединения. Применение наконечника ускоряет электромонтажные работы и позволяет многократно отсоединять и подключать провода к оборудованию. Наконечник состоит из двух компонентов: металлического коннектора и защитного изолятора. Металлический коннектор изготовлен из меди с поверхностным электролитическим лужением, поэтому может использоваться в условиях повышенной влажности. Изолятор клеммы выполнен из ПВХ. Обжатие производится специальными пресс-клещами поверх защитного изолятора (ht-301 H арт. 12-3014, 12-3014-4; ht-301 N арт. 12-3116; ht-301 W арт. 12-3021, 12-3021-4).
4.00 ₽
4 100 шт.Наличие:
10020030040050060070080090010001100120013001400150016001700180019002000210022002300240025002600270028002900300031003200330034003500360037003800390040004100
Кольцевой изолированный наконечник предназначен для подключения электрооборудования. Подключение осуществляется через контактное соединение на основе винтовой фиксации.
Наконечник используется для оконцевания многожильных медных проводов при монтаже мобильных электрических контактных соединений на подвижном составе или в других местах, где важна надежность соединения.
Применение наконечника ускоряет электромонтажные работы и позволяет многократно отсоединять и подключать провода к оборудованию.
Наконечник состоит из двух компонентов: металлического коннектора и защитного изолятора.
Металлический коннектор изготовлен из меди с поверхностным электролитическим лужением, поэтому может использоваться в условиях повышенной влажности. Изолятор клеммы выполнен из ПВХ.
Обжатие производится специальными пресс-клещами поверх защитного изолятора (ht-301 H арт. 12-3014, 12-3014-4; ht-301 N арт. 12-3116; ht-301 W арт. 12-3021, 12-3021-4).
Наконечник используется для оконцевания многожильных медных проводов при монтаже мобильных электрических контактных соединений на подвижном составе или в других местах, где важна надежность соединения.
Применение наконечника ускоряет электромонтажные работы и позволяет многократно отсоединять и подключать провода к оборудованию.
Наконечник состоит из двух компонентов: металлического коннектора и защитного изолятора.
Металлический коннектор изготовлен из меди с поверхностным электролитическим лужением, поэтому может использоваться в условиях повышенной влажности. Изолятор клеммы выполнен из ПВХ.
Обжатие производится специальными пресс-клещами поверх защитного изолятора (ht-301 H арт. 12-3014, 12-3014-4; ht-301 N арт. 12-3116; ht-301 W арт. 12-3021, 12-3021-4).
01-8412-3
Rexant
43 шт.Наличие:
| 2947.80 ₽ |
Ед. измерения: бухта
В упаковке: 1
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100

Арт: 01-8412-3
Товар добавлен к сравнению
ПерейтиТокопроводящая жила – медная, круглой формы, многопроволочная класса 5 по ГОСТ 22483-2012.
Число жил – 1 с номинальным сечением 10,0-50,0 мм². Оболочка из композиции на основе стирольных термоэластопластов. В одножильных кабелях КГтп-ХЛ допускается замена изоляции и оболочки изоляционно-защитной оболочкой из термоэластопласта. Цвет оболочки черный. Применение: Кабели КГ используют в силовых агрегатах, подвижных подъемных механизмах, подъемно-транспортном оборудовании, электроинструментах и других оборудованиях повышенной мощности, а также в сварочных аппаратах для осуществления различных видов сварочных работ. Кабели предназначены для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до 75 °С. Диапазон допустимых температур –60...+50 °С. Расшифровка кабеля: К – Кабель Г – Гибкий тп – изоляция и оболочка из термоэластопласта ХЛ – холодостойкое исполнение Технические характеристики: Климатическое исполнение ХЛ, категории размещений 1,2,3 по ГОСТ 15150-69 Номинальное переменное напряжение: 660 В частотой до 400 Гц Номинальное постоянное напряжение: 1000 В Испытательное переменное напряжение: 2,5 кВ частотой 50 Гц Время выдержки при испытании: 5 мин Сопротивление изоляции при 20 °С: не менее 50 МОм•км Строительная длина: 100...150 м в зависимости от сечения жил Допустимая температура нагрева жил: 75 °С Минимальный радиус изгиба: 8 наружных диаметров Растягивающее усилие на кабель должно быть не более 19,6 Н (2,0 кгс) на 1 мм² суммарного сечения всех жил Диапазон рабочих температур: -60...+50 °C Прокладка и монтаж кабелей без предварительного обогрева производится при температуре не ниже -40 ºС Срок службы: не менее 3 лет (срок службы исчисляется с момента изготовления кабеля) Гарантийный срок эксплуатации 6 месяцев со дня ввода в эксплуатацию, но не позднее 12 месяцев со дня изготовления. Класс пожарной опасности по НПБ 248 О2.7.2.4 Код ОКП 35 4000
2947.80 ₽
43 шт.Наличие:
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100
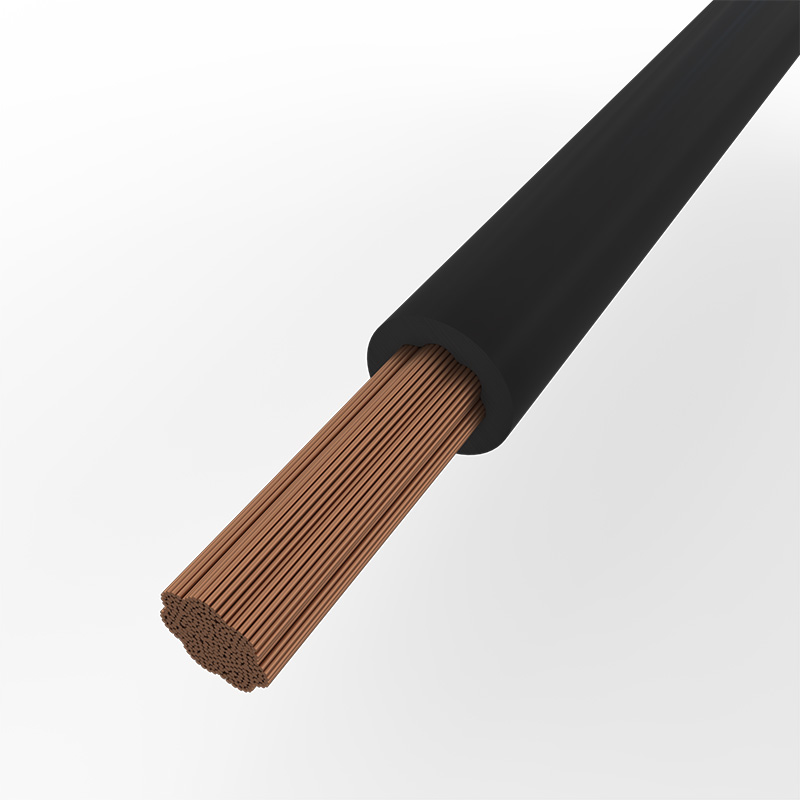
Токопроводящая жила – медная, круглой формы, многопроволочная класса 5 по ГОСТ 22483-2012. Число жил – 1 с номинальным сечением 10,0-50,0 мм².
Оболочка из композиции на основе стирольных термоэластопластов.
В одножильных кабелях КГтп-ХЛ допускается замена изоляции и оболочки изоляционно-защитной оболочкой из термоэластопласта.
Цвет оболочки черный.
Применение:
Кабели КГ используют в силовых агрегатах, подвижных подъемных механизмах, подъемно-транспортном оборудовании, электроинструментах и других оборудованиях повышенной мощности, а также в сварочных аппаратах для осуществления различных видов сварочных работ. Кабели предназначены для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до 75 °С. Диапазон допустимых температур –60...+50 °С.
Расшифровка кабеля:
К – Кабель
Г – Гибкий
тп – изоляция и оболочка из термоэластопласта
ХЛ – холодостойкое исполнение
Технические характеристики:
Климатическое исполнение ХЛ, категории размещений 1,2,3 по ГОСТ 15150-69
Номинальное переменное напряжение: 660 В частотой до 400 Гц
Номинальное постоянное напряжение: 1000 В
Испытательное переменное напряжение: 2,5 кВ частотой 50 Гц
Время выдержки при испытании: 5 мин
Сопротивление изоляции при 20 °С: не менее 50 МОм•км
Строительная длина: 100...150 м в зависимости от сечения жил
Допустимая температура нагрева жил: 75 °С
Минимальный радиус изгиба: 8 наружных диаметров
Растягивающее усилие на кабель должно быть не более 19,6 Н (2,0 кгс) на 1 мм² суммарного сечения всех жил
Диапазон рабочих температур: -60...+50 °C
Прокладка и монтаж кабелей без предварительного обогрева производится при температуре не ниже -40 ºС
Срок службы: не менее 3 лет (срок службы исчисляется с момента изготовления кабеля)
Гарантийный срок эксплуатации 6 месяцев со дня ввода в эксплуатацию, но не позднее 12 месяцев со дня изготовления.
Класс пожарной опасности по НПБ 248 О2.7.2.4
Код ОКП 35 4000
Оболочка из композиции на основе стирольных термоэластопластов.
В одножильных кабелях КГтп-ХЛ допускается замена изоляции и оболочки изоляционно-защитной оболочкой из термоэластопласта.
Цвет оболочки черный.
Применение:
Кабели КГ используют в силовых агрегатах, подвижных подъемных механизмах, подъемно-транспортном оборудовании, электроинструментах и других оборудованиях повышенной мощности, а также в сварочных аппаратах для осуществления различных видов сварочных работ. Кабели предназначены для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до 75 °С. Диапазон допустимых температур –60...+50 °С.
Расшифровка кабеля:
К – Кабель
Г – Гибкий
тп – изоляция и оболочка из термоэластопласта
ХЛ – холодостойкое исполнение
Технические характеристики:
Климатическое исполнение ХЛ, категории размещений 1,2,3 по ГОСТ 15150-69
Номинальное переменное напряжение: 660 В частотой до 400 Гц
Номинальное постоянное напряжение: 1000 В
Испытательное переменное напряжение: 2,5 кВ частотой 50 Гц
Время выдержки при испытании: 5 мин
Сопротивление изоляции при 20 °С: не менее 50 МОм•км
Строительная длина: 100...150 м в зависимости от сечения жил
Допустимая температура нагрева жил: 75 °С
Минимальный радиус изгиба: 8 наружных диаметров
Растягивающее усилие на кабель должно быть не более 19,6 Н (2,0 кгс) на 1 мм² суммарного сечения всех жил
Диапазон рабочих температур: -60...+50 °C
Прокладка и монтаж кабелей без предварительного обогрева производится при температуре не ниже -40 ºС
Срок службы: не менее 3 лет (срок службы исчисляется с момента изготовления кабеля)
Гарантийный срок эксплуатации 6 месяцев со дня ввода в эксплуатацию, но не позднее 12 месяцев со дня изготовления.
Класс пожарной опасности по НПБ 248 О2.7.2.4
Код ОКП 35 4000
01-8414-5
Rexant
9 шт.Наличие:
| 8559.55 ₽ |
Ед. измерения: бухта
В упаковке: 1
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100

Арт: 01-8414-5
Товар добавлен к сравнению
ПерейтиТокопроводящая жила – медная, круглой формы, многопроволочная класса 5 по ГОСТ 22483-2012.
Число жил – 1 с номинальным сечением 10,0-50,0 мм². Оболочка из композиции на основе стирольных термоэластопластов. В одножильных кабелях КГтп-ХЛ допускается замена изоляции и оболочки изоляционно-защитной оболочкой из термоэластопласта. Цвет оболочки черный. Применение: Кабели КГ используют в силовых агрегатах, подвижных подъемных механизмах, подъемно-транспортном оборудовании, электроинструментах и других оборудованиях повышенной мощности, а также в сварочных аппаратах для осуществления различных видов сварочных работ. Кабели предназначены для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до 75 °С. Диапазон допустимых температур –60...+50 °С. Расшифровка кабеля: К – Кабель Г – Гибкий тп – изоляция и оболочка из термоэластопласта ХЛ – холодостойкое исполнение Технические характеристики: Климатическое исполнение ХЛ, категории размещений 1,2,3 по ГОСТ 15150-69 Номинальное переменное напряжение: 660 В частотой до 400 Гц Номинальное постоянное напряжение: 1000 В Испытательное переменное напряжение: 2,5 кВ частотой 50 Гц Время выдержки при испытании: 5 мин Сопротивление изоляции при 20 °С: не менее 50 МОм•км Строительная длина: 100...150 м в зависимости от сечения жил Допустимая температура нагрева жил: 75 °С Минимальный радиус изгиба: 8 наружных диаметров Растягивающее усилие на кабель должно быть не более 19,6 Н (2,0 кгс) на 1 мм² суммарного сечения всех жил Диапазон рабочих температур: -60...+50 °C Прокладка и монтаж кабелей без предварительного обогрева производится при температуре не ниже -40 ºС Срок службы: не менее 3 лет (срок службы исчисляется с момента изготовления кабеля) Гарантийный срок эксплуатации 6 месяцев со дня ввода в эксплуатацию, но не позднее 12 месяцев со дня изготовления. Класс пожарной опасности по НПБ 248 О2.7.2.4 Код ОКП 35 4000
8559.55 ₽
9 шт.Наличие:
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100
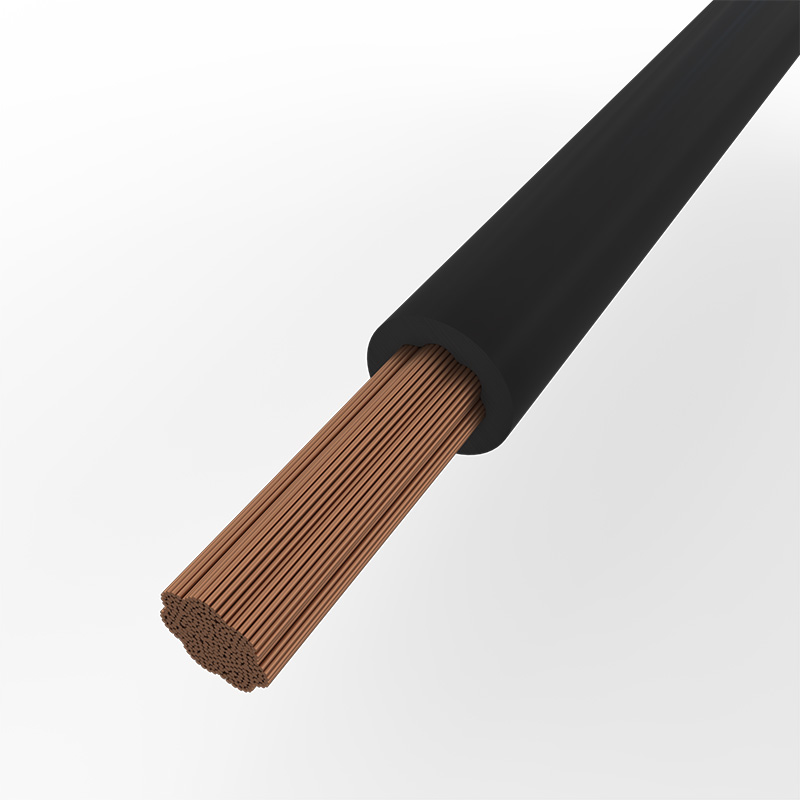
Токопроводящая жила – медная, круглой формы, многопроволочная класса 5 по ГОСТ 22483-2012. Число жил – 1 с номинальным сечением 10,0-50,0 мм².
Оболочка из композиции на основе стирольных термоэластопластов.
В одножильных кабелях КГтп-ХЛ допускается замена изоляции и оболочки изоляционно-защитной оболочкой из термоэластопласта.
Цвет оболочки черный.
Применение:
Кабели КГ используют в силовых агрегатах, подвижных подъемных механизмах, подъемно-транспортном оборудовании, электроинструментах и других оборудованиях повышенной мощности, а также в сварочных аппаратах для осуществления различных видов сварочных работ. Кабели предназначены для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до 75 °С. Диапазон допустимых температур –60...+50 °С.
Расшифровка кабеля:
К – Кабель
Г – Гибкий
тп – изоляция и оболочка из термоэластопласта
ХЛ – холодостойкое исполнение
Технические характеристики:
Климатическое исполнение ХЛ, категории размещений 1,2,3 по ГОСТ 15150-69
Номинальное переменное напряжение: 660 В частотой до 400 Гц
Номинальное постоянное напряжение: 1000 В
Испытательное переменное напряжение: 2,5 кВ частотой 50 Гц
Время выдержки при испытании: 5 мин
Сопротивление изоляции при 20 °С: не менее 50 МОм•км
Строительная длина: 100...150 м в зависимости от сечения жил
Допустимая температура нагрева жил: 75 °С
Минимальный радиус изгиба: 8 наружных диаметров
Растягивающее усилие на кабель должно быть не более 19,6 Н (2,0 кгс) на 1 мм² суммарного сечения всех жил
Диапазон рабочих температур: -60...+50 °C
Прокладка и монтаж кабелей без предварительного обогрева производится при температуре не ниже -40 ºС
Срок службы: не менее 3 лет (срок службы исчисляется с момента изготовления кабеля)
Гарантийный срок эксплуатации 6 месяцев со дня ввода в эксплуатацию, но не позднее 12 месяцев со дня изготовления.
Класс пожарной опасности по НПБ 248 О2.7.2.4
Код ОКП 35 4000
Оболочка из композиции на основе стирольных термоэластопластов.
В одножильных кабелях КГтп-ХЛ допускается замена изоляции и оболочки изоляционно-защитной оболочкой из термоэластопласта.
Цвет оболочки черный.
Применение:
Кабели КГ используют в силовых агрегатах, подвижных подъемных механизмах, подъемно-транспортном оборудовании, электроинструментах и других оборудованиях повышенной мощности, а также в сварочных аппаратах для осуществления различных видов сварочных работ. Кабели предназначены для присоединения передвижных механизмов к электрическим сетям при переменном напряжении 660 В частотой до 400 Гц или постоянном напряжении 1000 В, при изгибах с радиусом не менее 8 диаметров кабеля при допустимой температуре нагрева токопроводящих жил до 75 °С. Диапазон допустимых температур –60...+50 °С.
Расшифровка кабеля:
К – Кабель
Г – Гибкий
тп – изоляция и оболочка из термоэластопласта
ХЛ – холодостойкое исполнение
Технические характеристики:
Климатическое исполнение ХЛ, категории размещений 1,2,3 по ГОСТ 15150-69
Номинальное переменное напряжение: 660 В частотой до 400 Гц
Номинальное постоянное напряжение: 1000 В
Испытательное переменное напряжение: 2,5 кВ частотой 50 Гц
Время выдержки при испытании: 5 мин
Сопротивление изоляции при 20 °С: не менее 50 МОм•км
Строительная длина: 100...150 м в зависимости от сечения жил
Допустимая температура нагрева жил: 75 °С
Минимальный радиус изгиба: 8 наружных диаметров
Растягивающее усилие на кабель должно быть не более 19,6 Н (2,0 кгс) на 1 мм² суммарного сечения всех жил
Диапазон рабочих температур: -60...+50 °C
Прокладка и монтаж кабелей без предварительного обогрева производится при температуре не ниже -40 ºС
Срок службы: не менее 3 лет (срок службы исчисляется с момента изготовления кабеля)
Гарантийный срок эксплуатации 6 месяцев со дня ввода в эксплуатацию, но не позднее 12 месяцев со дня изготовления.
Класс пожарной опасности по НПБ 248 О2.7.2.4
Код ОКП 35 4000
06-0245-A
Rexant
870 шт.Наличие:
| 218.38 ₽ |
Ед. измерения: шт
В упаковке: 10
102030405060708090100110120130140150160170180190200210220230240250260270280290300310320330340350360370380390400410420430440450460470480490500510520530540550560570580590600610620630640650660670680690700710720730740750760770780790800810820830840850860870




Арт: 06-0245-A
Товар добавлен к сравнению
ПерейтиВыключатель для настенного светильника предназначен для замены вышедшего из строя выключателя на осветительном приборе.
Используется для удобного управления освещением. Хромированная цепочка устойчива к коррозии и сохраняет эстетичный вид долгое время, а длина 27 см обеспечивает удобный доступ к светильникам, которые расположены высоко. Деревянный наконечник позволяет быстрее найти выключатель, что особенно упрощает его использование в темноте. Предназначен для использования только в жилых помещениях.
218.38 ₽
870 шт.Наличие:
102030405060708090100110120130140150160170180190200210220230240250260270280290300310320330340350360370380390400410420430440450460470480490500510520530540550560570580590600610620630640650660670680690700710720730740750760770780790800810820830840850860870
Выключатель для настенного светильника предназначен для замены вышедшего из строя выключателя на осветительном приборе. Используется для удобного управления освещением.
Хромированная цепочка устойчива к коррозии и сохраняет эстетичный вид долгое время, а длина 27 см обеспечивает удобный доступ к светильникам, которые расположены высоко. Деревянный наконечник позволяет быстрее найти выключатель, что особенно упрощает его использование в темноте.
Предназначен для использования только в жилых помещениях.
Хромированная цепочка устойчива к коррозии и сохраняет эстетичный вид долгое время, а длина 27 см обеспечивает удобный доступ к светильникам, которые расположены высоко. Деревянный наконечник позволяет быстрее найти выключатель, что особенно упрощает его использование в темноте.
Предназначен для использования только в жилых помещениях.
11-0952
Rexant
39 шт.Наличие:
| 1626.36 ₽ |
Ед. измерения: упак
В упаковке: 1
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100
Арт: 11-0952
Товар добавлен к сравнению
ПерейтиМР-3С Рутил-целлюлозные электроды ∅ 4 мм для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности.
Покрытие: рутиловое целлюлозное, коэффициент наплавки 8,5г/А.ч Расход электродов на 1 кг наплавленного металла: 1,7 кг Типичный химический состав наплавленного металла: С - 0,08 %; Mn - 0,5 %; Si - 0,11 %; S - 0,025 %; P - 0,035 % Типичные механические свойства металла шва: Временное сопротивление: 480 МПа Предел текучести: 370 МПА Относительное удлинение: 22 % Ударная вязкость: 130 Дж/см Швы Вертикальные Нижние Потолочные Режим тока: 140-180А 160-220А 140-180А Особые свойства: Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток. Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрезнений металла. Преимущества электродов Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток; Легкое воспламенение дуги; шов получается ровный, без стыков; Нет ярко выраженных переходных зон между металлом детали и шва; Разбрызгивание металла минимальное; Шлаковая корка хорошо отделяется от шва; Отличное повторное зажигание; Высокая производительность проводимых работ; Обмазка не сыпется при сгибании электродов дугой; Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла; Допускается сварка удлиненной дугой; Работа с плохо очищенными от загрязнений и окислов поверхностями; Работа с ржавыми поверхностями. Преимущества в режиме сварки: При работе в режиме сварки переменным током - дуга стабильна, как при постоянном токе; Самый низкий процент разбрызгивания при сварке. По этому показателю электроды с рутилом приближаются к сварке в среде инертных газов; Электродами легко варить без специального образования, имея только навыки работы с электродами; Соединение прочное, с высокими техническими характеристиками; Прокалка перед сваркой: 140 °С в течение 1 часа; Можно производить сварочные работы на мокрой поверхности, практически без потери свойства шва; Возможна сварка металлов, покрытых грунтовкой малой толщины; Повышение щелочности шлака, что способствует улучшению ударной вязкости шва; Практически отсутствуют так называемые горячие трещины; Швы, сваренные рутилом — обладают высоким усталостной прочностью; При кратковременном увеличении длины дуги, качество шва не меняется; Рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака.
1626.36 ₽
39 шт.Наличие:
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100
МР-3С Рутил-целлюлозные электроды ∅ 4 мм для сварки углеродистых и низкоуглеродистых сталей с временным сопротивлением 480 Мпа во всех пространственных положениях переменным и постоянным током любой полярности.
Покрытие: рутиловое целлюлозное, коэффициент наплавки 8,5г/А.ч
Расход электродов на 1 кг наплавленного металла: 1,7 кг
Типичный химический состав наплавленного металла: С - 0,08 %; Mn - 0,5 %; Si - 0,11 %; S - 0,025 %; P - 0,035 %
Типичные механические свойства металла шва:
Временное сопротивление: 480 МПа
Предел текучести: 370 МПА
Относительное удлинение: 22 %
Ударная вязкость: 130 Дж/см
Швы Вертикальные Нижние Потолочные
Режим тока: 140-180А 160-220А 140-180А
Особые свойства:
Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток.
Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрезнений металла.
Преимущества электродов
Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток;
Легкое воспламенение дуги; шов получается ровный, без стыков;
Нет ярко выраженных переходных зон между металлом детали и шва;
Разбрызгивание металла минимальное;
Шлаковая корка хорошо отделяется от шва;
Отличное повторное зажигание;
Высокая производительность проводимых работ;
Обмазка не сыпется при сгибании электродов дугой;
Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла;
Допускается сварка удлиненной дугой;
Работа с плохо очищенными от загрязнений и окислов поверхностями;
Работа с ржавыми поверхностями.
Преимущества в режиме сварки:
При работе в режиме сварки переменным током - дуга стабильна, как при постоянном токе;
Самый низкий процент разбрызгивания при сварке. По этому показателю электроды с рутилом приближаются к сварке в среде инертных газов;
Электродами легко варить без специального образования, имея только навыки работы с электродами;
Соединение прочное, с высокими техническими характеристиками;
Прокалка перед сваркой: 140 °С в течение 1 часа;
Можно производить сварочные работы на мокрой поверхности, практически без потери свойства шва;
Возможна сварка металлов, покрытых грунтовкой малой толщины;
Повышение щелочности шлака, что способствует улучшению ударной вязкости шва;
Практически отсутствуют так называемые горячие трещины;
Швы, сваренные рутилом — обладают высоким усталостной прочностью;
При кратковременном увеличении длины дуги, качество шва не меняется;
Рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака.
Покрытие: рутиловое целлюлозное, коэффициент наплавки 8,5г/А.ч
Расход электродов на 1 кг наплавленного металла: 1,7 кг
Типичный химический состав наплавленного металла: С - 0,08 %; Mn - 0,5 %; Si - 0,11 %; S - 0,025 %; P - 0,035 %
Типичные механические свойства металла шва:
Временное сопротивление: 480 МПа
Предел текучести: 370 МПА
Относительное удлинение: 22 %
Ударная вязкость: 130 Дж/см
Швы Вертикальные Нижние Потолочные
Режим тока: 140-180А 160-220А 140-180А
Особые свойства:
Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток.
Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрезнений металла.
Преимущества электродов
Обеспечивают отличное качество сварных соединений в монтажных условиях, при сварке неповоротных стыков трубопроводов, а также при постановке прихваток;
Легкое воспламенение дуги; шов получается ровный, без стыков;
Нет ярко выраженных переходных зон между металлом детали и шва;
Разбрызгивание металла минимальное;
Шлаковая корка хорошо отделяется от шва;
Отличное повторное зажигание;
Высокая производительность проводимых работ;
Обмазка не сыпется при сгибании электродов дугой;
Допускают сварку влажного, ржавого и плохо очищенного от окислов и других загрязнений металла;
Допускается сварка удлиненной дугой;
Работа с плохо очищенными от загрязнений и окислов поверхностями;
Работа с ржавыми поверхностями.
Преимущества в режиме сварки:
При работе в режиме сварки переменным током - дуга стабильна, как при постоянном токе;
Самый низкий процент разбрызгивания при сварке. По этому показателю электроды с рутилом приближаются к сварке в среде инертных газов;
Электродами легко варить без специального образования, имея только навыки работы с электродами;
Соединение прочное, с высокими техническими характеристиками;
Прокалка перед сваркой: 140 °С в течение 1 часа;
Можно производить сварочные работы на мокрой поверхности, практически без потери свойства шва;
Возможна сварка металлов, покрытых грунтовкой малой толщины;
Повышение щелочности шлака, что способствует улучшению ударной вязкости шва;
Практически отсутствуют так называемые горячие трещины;
Швы, сваренные рутилом — обладают высоким усталостной прочностью;
При кратковременном увеличении длины дуги, качество шва не меняется;
Рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака.
28-3200-1
Rexant
1 890 м.Наличие:
| 87.88 ₽ |
Ед. измерения: метр
В упаковке: 90
901802703604505406307208109009901080117012601350144015301620171018001890

Арт: 28-3200-1
Товар добавлен к сравнению
ПерейтиТруба гладкая жесткая ПВХ предназначена для прокладки электрических, телефонных, компьютерных и телевизионных сетей, выполненных изолированными проводами, шнурами или кабелями.
Места использования: открытая прокладка по основаниям из несгораемых и трудносгораемых материалов как внутри помещений, так и на открытом воздухе, под навесом, в отсутствие прямого воздействия ультрафиолета и атмосферных осадков. Монолитное домостроение. Не распространяет горение, обладает устойчивостью к старению, широкий ассортимент аксессуаров дает возможность монтажа любой степени сложности. Характеристики: Материал: поливинилхлорид Диапазон рабочих температур: –40...+60 °C Цвет: серый Внешний диаметр: 32 мм Внутренний диаметр: 29,8 мм Толщина стенки 1,1 мм
87.88 ₽
1 890 м.Наличие:
901802703604505406307208109009901080117012601350144015301620171018001890
Труба гладкая жесткая ПВХ предназначена для прокладки электрических, телефонных, компьютерных и телевизионных сетей, выполненных изолированными проводами, шнурами или кабелями.
Места использования: открытая прокладка по основаниям из несгораемых и трудносгораемых материалов как внутри помещений, так и на открытом воздухе, под навесом, в отсутствие прямого воздействия ультрафиолета и атмосферных осадков. Монолитное домостроение.
Не распространяет горение, обладает устойчивостью к старению, широкий ассортимент аксессуаров дает возможность монтажа любой степени сложности.
Характеристики:
Материал: поливинилхлорид
Диапазон рабочих температур: –40...+60 °C
Цвет: серый
Внешний диаметр: 32 мм
Внутренний диаметр: 29,8 мм
Толщина стенки 1,1 мм
Места использования: открытая прокладка по основаниям из несгораемых и трудносгораемых материалов как внутри помещений, так и на открытом воздухе, под навесом, в отсутствие прямого воздействия ультрафиолета и атмосферных осадков. Монолитное домостроение.
Не распространяет горение, обладает устойчивостью к старению, широкий ассортимент аксессуаров дает возможность монтажа любой степени сложности.
Характеристики:
Материал: поливинилхлорид
Диапазон рабочих температур: –40...+60 °C
Цвет: серый
Внешний диаметр: 32 мм
Внутренний диаметр: 29,8 мм
Толщина стенки 1,1 мм
62-0014
Сокол
704 шт.Наличие:
| 89.31 ₽ |
Ед. измерения: шт
В упаковке: 1
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100

Арт: 62-0014
Товар добавлен к сравнению
ПерейтиПлоский металлический шампур СОКОЛ предназначен для приготовления блюд на мангале.
Отличается прочностью, долговечностью и удобством пользования. Благодаря специальному сечению шампура и его конструкции мясо не соскальзывает во время приготовления и равномерно обжаривается со всех сторон. Заостренный конец беспрепятственно нанизывает даже большие и жесткие куски мяса. Изделие, выполненное из нержавеющей стали с увеличенной толщиной 2 мм, не подвержено возникновению коррозии даже при хранении в помещениях с высоким уровнем влажности. Шампур не гнется, не теряет свой первоначальный вид спустя время. Легко очищается от остатков продуктов.
89.31 ₽
704 шт.Наличие:
123456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778798081828384858687888990919293949596979899100
Плоский металлический шампур СОКОЛ предназначен для приготовления блюд на мангале. Отличается прочностью, долговечностью и удобством пользования.
Благодаря специальному сечению шампура и его конструкции мясо не соскальзывает во время приготовления и равномерно обжаривается со всех сторон. Заостренный конец беспрепятственно нанизывает даже большие и жесткие куски мяса.
Изделие, выполненное из нержавеющей стали с увеличенной толщиной 2 мм, не подвержено возникновению коррозии даже при хранении в помещениях с высоким уровнем влажности.
Шампур не гнется, не теряет свой первоначальный вид спустя время. Легко очищается от остатков продуктов.
Благодаря специальному сечению шампура и его конструкции мясо не соскальзывает во время приготовления и равномерно обжаривается со всех сторон. Заостренный конец беспрепятственно нанизывает даже большие и жесткие куски мяса.
Изделие, выполненное из нержавеющей стали с увеличенной толщиной 2 мм, не подвержено возникновению коррозии даже при хранении в помещениях с высоким уровнем влажности.
Шампур не гнется, не теряет свой первоначальный вид спустя время. Легко очищается от остатков продуктов.